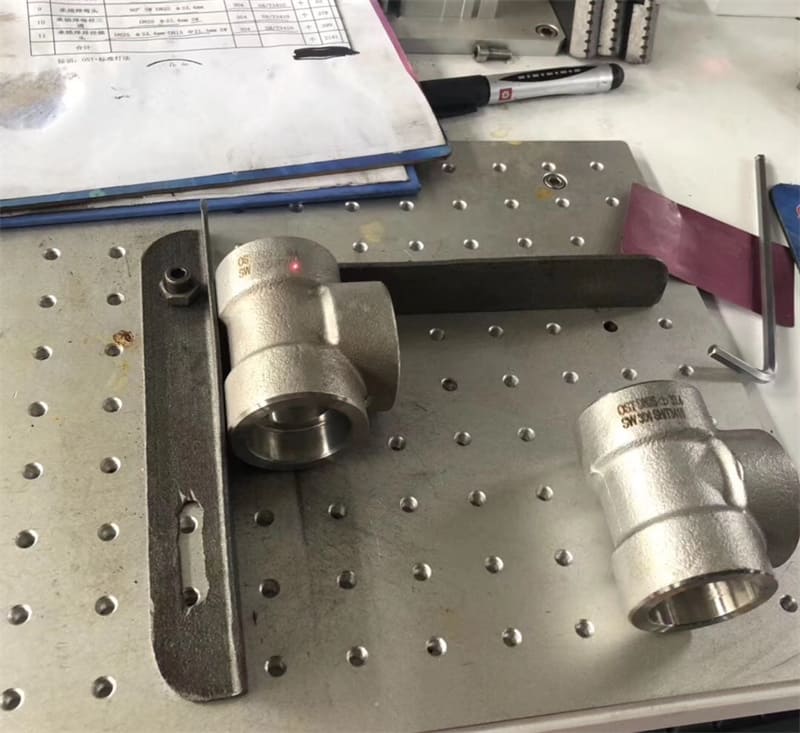
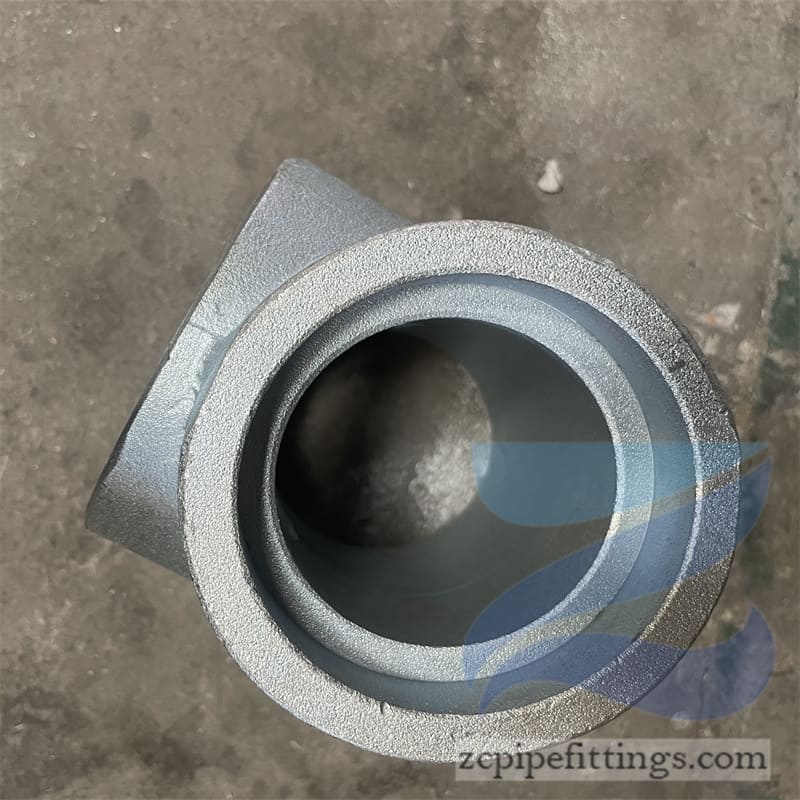
ASTM A182 Socket Weld Elbow
ASTM A182 Socket Weld Elbow verfügt über eine kompakte Struktur und ist einfach zu installieren und zu verbinden. Es verfügt über verschiedene Größen, einschließlich unterschiedlicher Durchmesser, Wandstärke und Krümmungsradien, um den Anforderungen verschiedener Rohrleitungssysteme zu erfüllen.
ASTM A182 Socket Weld Elbow verfügt über eine kompakte Struktur und ist einfach zu installieren und zu verbinden. Es verfügt über verschiedene Größen, einschließlich unterschiedlicher Durchmesser, Wandstärke und Krümmungsradien, um den Anforderungen verschiedener Rohrleitungssysteme zu erfüllen.
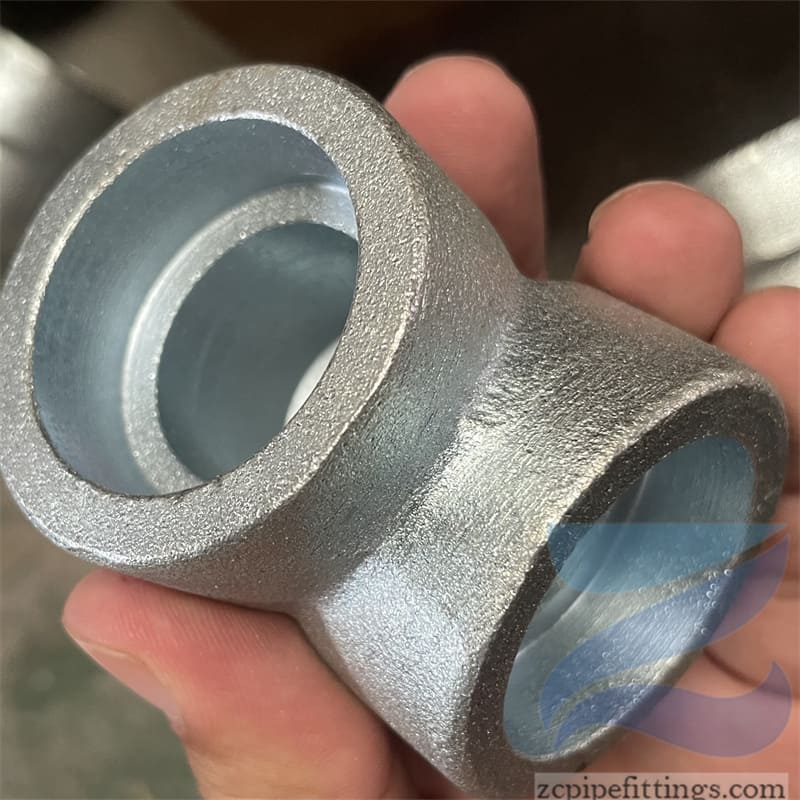
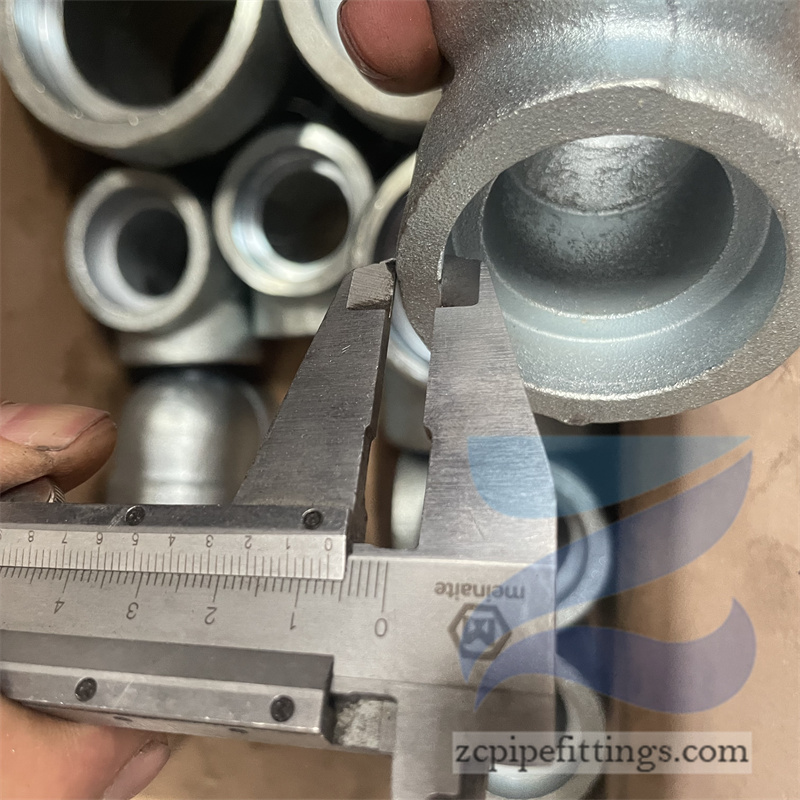
Der Krümmungsradius ist einer der wichtigsten Parameter des Sockelschweißelbogens. Nach dem Krümmungsradius des Ellbogens kann er in einen langen Radius -Ellbogen und einen kurzen Radius -Ellbogen unterteilt werden. Der Krümmradius des langen Radius -Ellbogens beträgt normalerweise das 1,5 -fache des äußeren Durchmessers des Rohrs, während der Krümmradius des kurzen Radius -Ellbogens gleich dem äußeren Durchmesser des Rohrs ist.
ASTM A182 ist ein Standard, der von der American Society for Testing and Materials (ASTM) entwickelt wurde, um die Produktions- und Qualitätsanforderungen von geschmiedeten Rohranpassungen zu regulieren. Dieser Standard deckt eine Vielzahl von geschmiedeten oder gerollten Leichtmetallstahl- und Edelstahlrohrflanschen, geschmiedeten Rohrbeschlägen und Ventilen ab. Sockelschweißelbogen folgen als Art der Rohranpassung auch dem ASTM A182 -Standard.
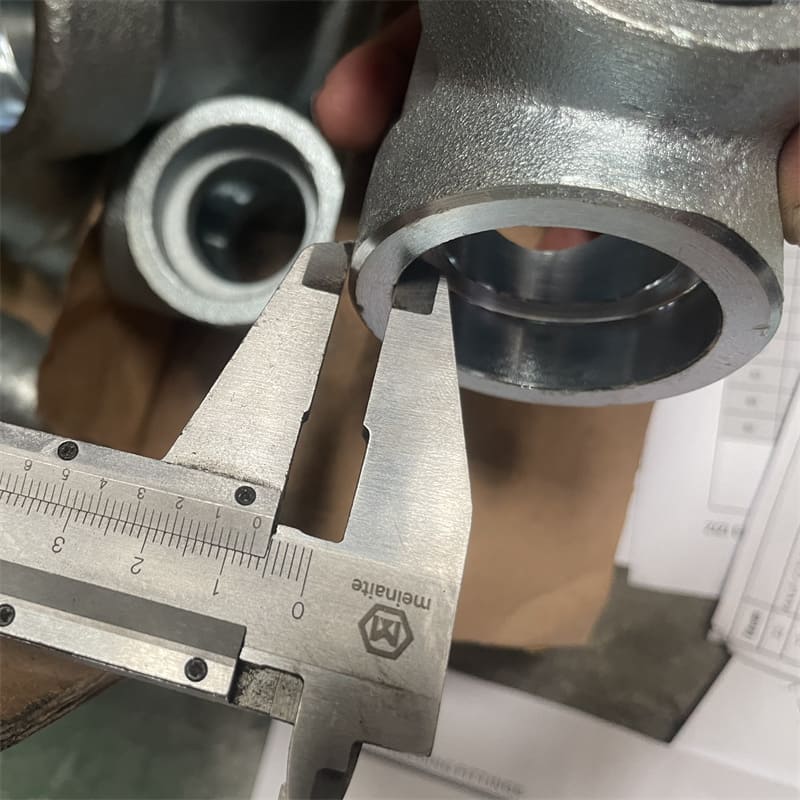
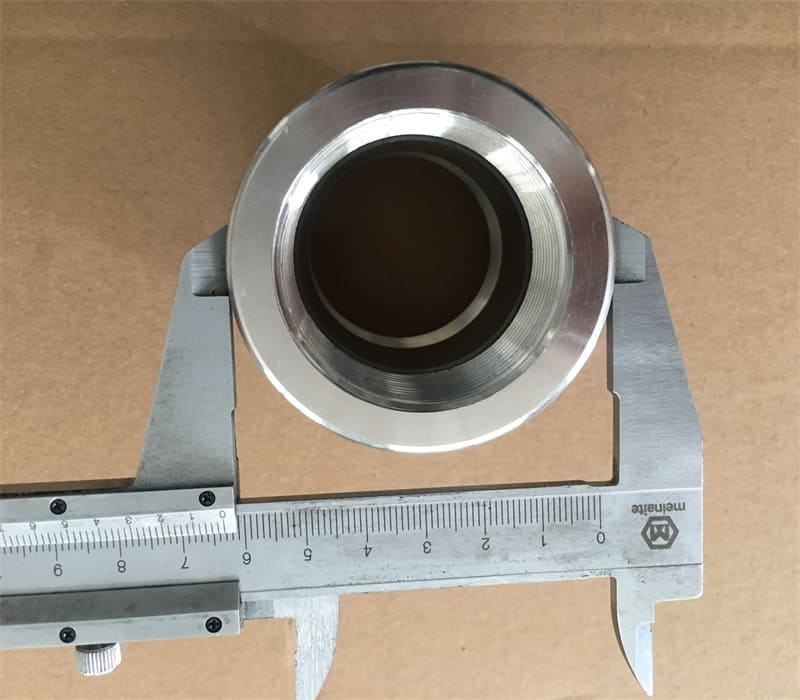
Spezifikation des Sockelschweißelbogens
ASME B16.11 Socket Weld Elbow Abmessungen