ASME B16.11 ASTM A105N Sockelschweißkreuz -Kohlenstoff -Stahl -Rohrbeschläge
Was ist ein Sockelschweißkreuz und was ist mit seinem Spezifischen und Vorteil?
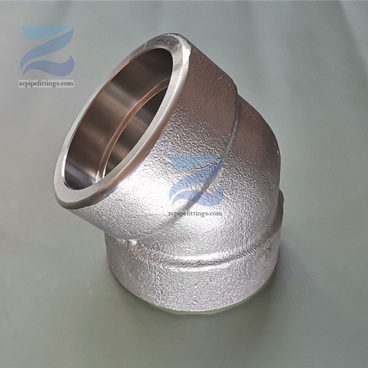
Was ist ein SW -Rohrkreuz
Sockelschweißung (SW) wird zum Schweißen von Rohren und Armaturen wie Reduzierern, T -Shirts und Ellbogen verwendet. Sockel -Schweißrohrverschlüsse werden verwendet, um dauerhafte Rohre zu verbinden, die in eine Pause in der Anpassung, Flansch oder Ventil eingeführt werden. Sobald sie korrekt eingeführt sind, werden die Schweißnähte für die Versiegelung von Filettypen aufgetragen, um das Rohr mit der Anpassung zu verbinden. Pipe Croses, auch als Vier-Wege-Ausstattung bezeichnet, verfügen über einen Einlass und drei Steckdosen und verfügen häufig über einen Lösungsmittel-geschweißten Sockel oder weibliche Thread-Enden. Die Enden sind in 90-Grad-Winkel positioniert, und die Gewinde sind so ausgelegt, dass sie einen stabilen Griff und eine sichere Verbindung zu männlichen Rohrbeschlägen erzeugen.
Spezifikation eines SW -Rohrkreuzes
| Form | Eaqual und reduzierter Kreuz |
| Größenbereich | 1 \ / 8 "-4" \ / DN6-DN100 |
| Druckbewertung | Klasse 3000lb 6000 lb 9000 lb |
| Standard | Asme B 16.11 \ / BS3799 |
| Kohlenstoffstahl | ASTM A105 \ / A105N |
| Pipeline Stahl | ASTM A694 F42 \ / 46 \ / 56 \ / 60 \ / 60 |
| Legierungsstahl | ASTM A182 F11 \ / 12 \ / 5 \ / 9 \ / 91 \ / 92 \ / f22 |
| Edelstahl | ASTM A182 F304 \ / 304L \ / 304H, 316 \ / 316L, 310S, 321,317,347,904L |
Vorteile des SW -Rohrkreuzes
Das Rohr muss nicht zur Schweißvorbereitung abgeschrägt werden.
Für die Ausrichtung ist ein vorübergehendes Schweißen nicht erforderlich, da die Anpassung im Prinzip eine ordnungsgemäße Ausrichtung gewährleistet.
Das Schweißmetall kann nicht in die Rohrbohrung eindringen.
Sie können anstelle von Gewindearmaturen verwendet werden, sodass das Risiko einer Leckage viel kleiner ist.
Die Radiographie ist bei der Filetschweißung nicht praktisch. Daher ist die korrekte Anpassung und das Schweißen von entscheidender Bedeutung. Die Filetschweißnaht kann durch Oberflächenuntersuchung, Magnetpartikel (MP) oder Flüssigkeitspenetrant (PT) Untersuchungsmethoden geprüft werden.
Die Konstruktionskosten sind niedriger als bei Butt-geschweißten Fugen aufgrund des Mangels an genauen Anpassungsanforderungen und der Beseitigung von speziellen Bearbeitung für die Vorbereitung des Butt Weld End.