ASTM A182 Socket Weld Welle Lecbow
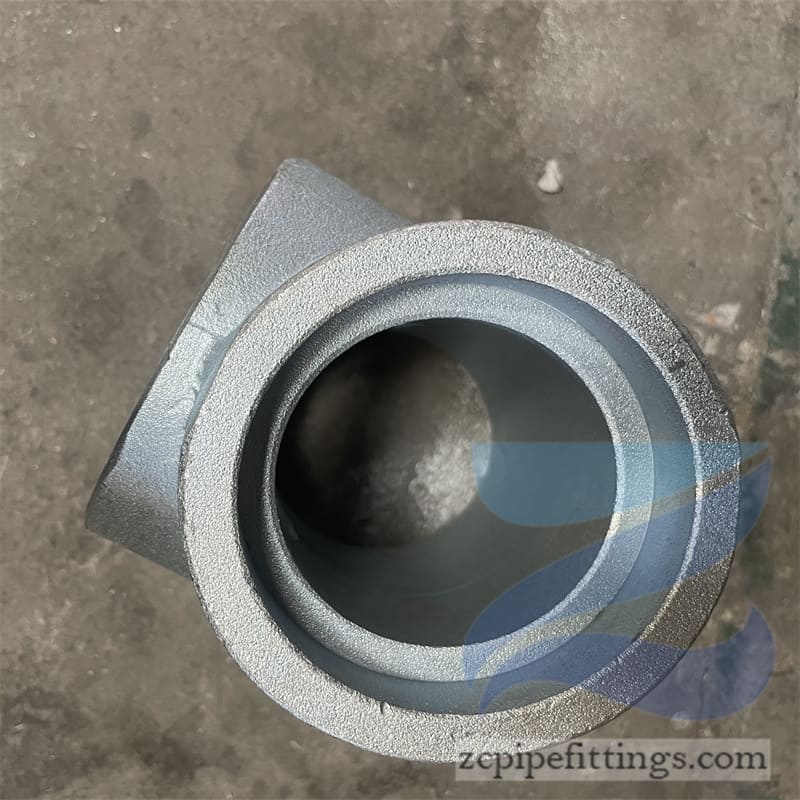
Колинг сварного шва ASTM A182 имеет компактную структуру и легко установить и подключить. Он имеет различные размеры, в том числе различные диаметры, толщину стен и радиусы кривизны, чтобы удовлетворить потребности различных систем трубопровода.
Колинг сварного шва ASTM A182 имеет компактную структуру и легко установить и подключить. Он имеет различные размеры, в том числе различные диаметры, толщину стен и радиусы кривизны, чтобы удовлетворить потребности различных систем трубопровода.
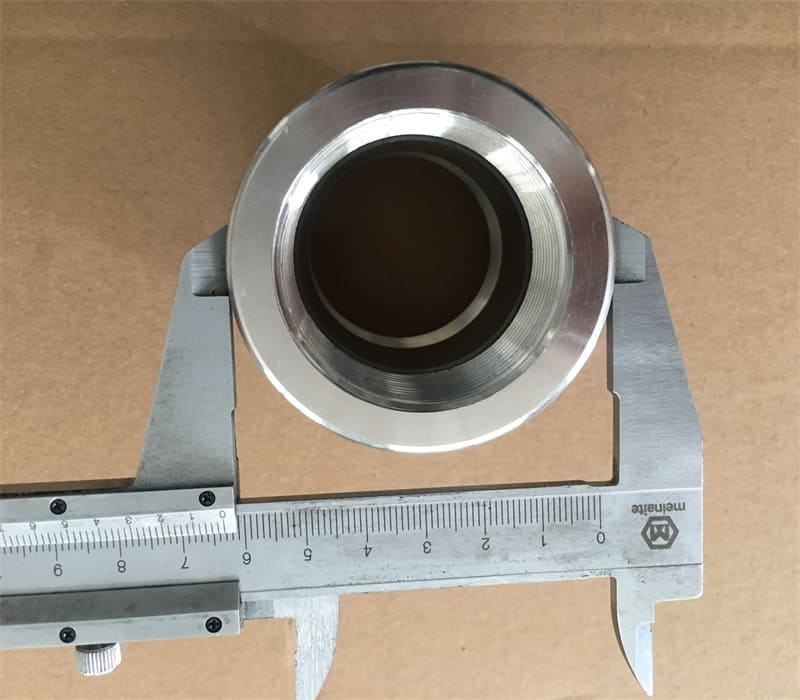
Радиус кривизны является одним из важных параметров локоть сварного шва. Согласно радиусу кривизны локтя, его можно разделить на локоть длинного радиуса и кольцо короткого радиуса. Радиус кривизны длинного радиуса локтя обычно в 1,5 раза превышает внешний диаметр трубы, в то время как радиус кривизны короткого радиуса локтя равен внешнему диаметру трубы.
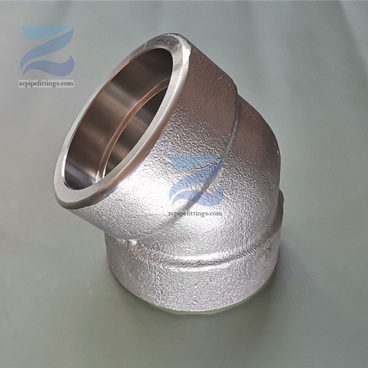
ASTM A182 - это стандарт, разработанный Американским обществом для тестирования и материалов (ASTM) для регулирования требований к производству и качеству коблевых фитингов. Этот стандарт охватывает различные классы кованой или свернутой сплавной стали и фланцев из нержавеющей стали, кованых трубных фитингов и клапанов. Сокет Weld Weld Leckwes, как тип фитинга труб, также следуют стандарту ASTM A182.
Спецификация локоть сварного шва
Asme B16.11