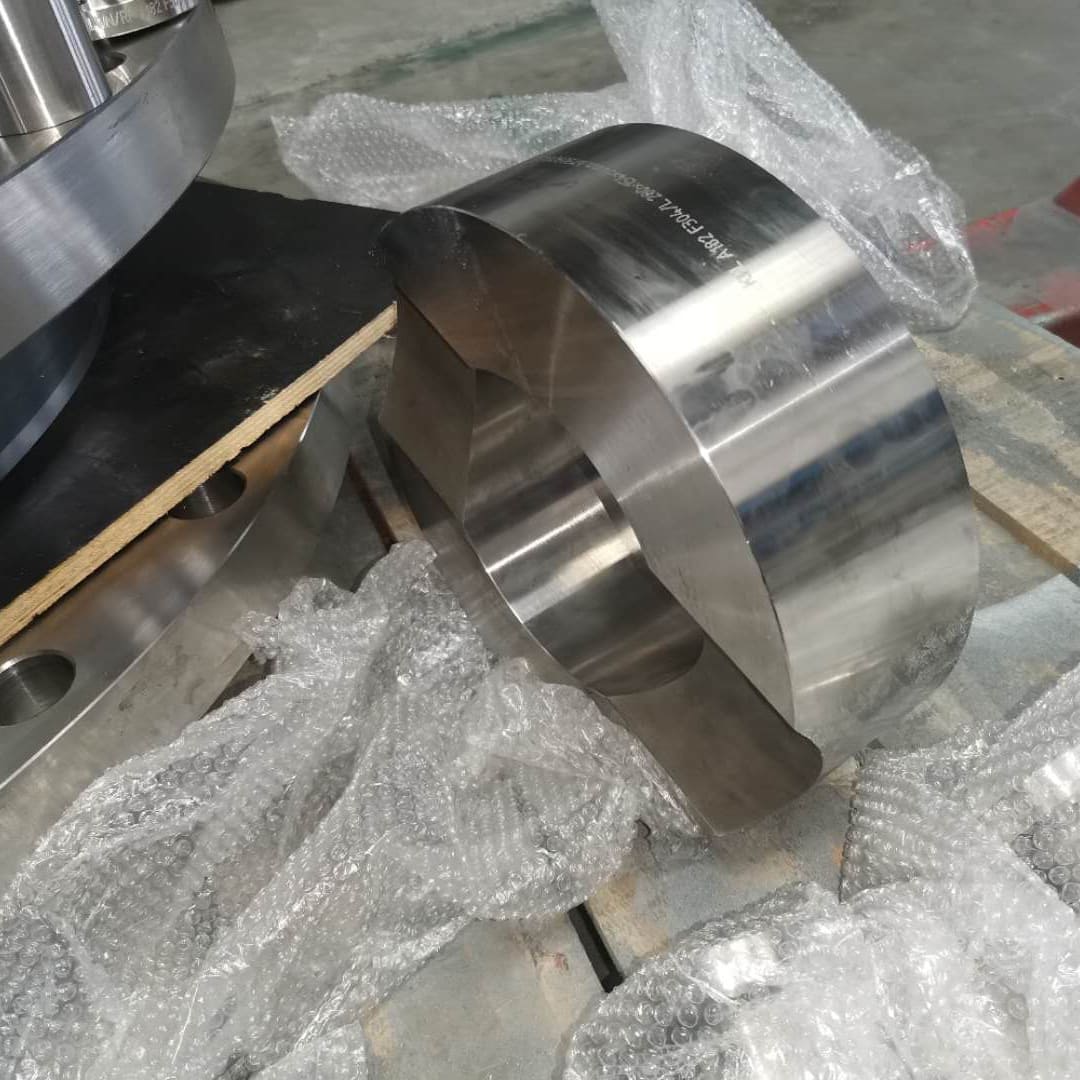
Bride de soudure ASTM A182
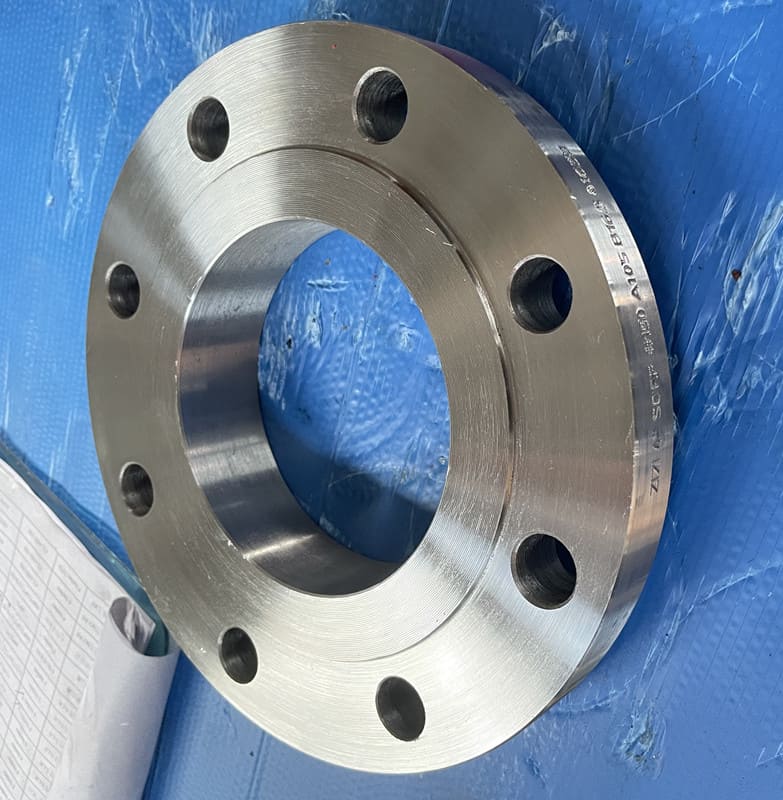
Une extrémité de la bride de soudure ASTM A182 Socket est une structure de douille, et le tuyau peut être inséré dans la prise pour la connexion de soudage. Cette méthode de connexion a un certain degré de flexibilité et peut absorber une petite quantité de déplacement et de vibration du tuyau. Dans le même temps, il est relativement facile à installer et a de bonnes performances d'étanchéité.
La bride de soudure à douille ASTM A182 conçue conformément aux normes ASME B16.5, est une bride à haute intégrité utilisée pour créer une connexion de tuyau sécurisée dans des systèmes à haute pression. Ce type de bride dispose d'une zone encastrée pour que le tuyau soit inséré avant d'être soudé autour de son diamètre extérieur, garantissant un joint robuste et résistant aux fuites.
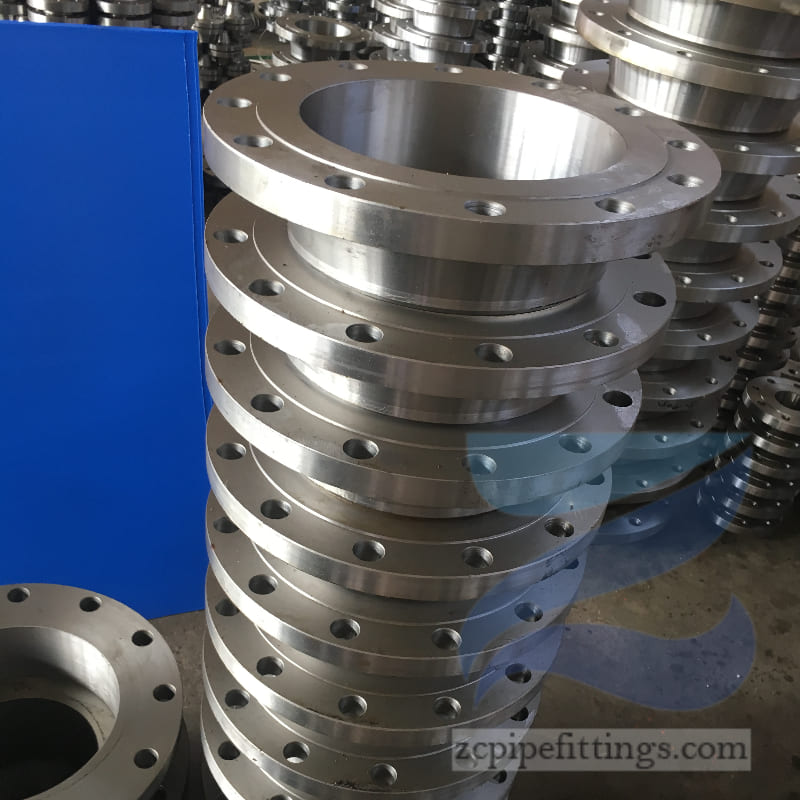
Le type de bride de soudure à douille est largement utilisé dans les applications à travers les industries du pétrole et du gaz, du traitement chimique et de la production d'électricité, où des connexions fiables et sans maintenance sont essentielles pour l'intégrité et la sécurité du système.
Spécification de la bride ASME B16.5
| Plage de taille | 1 \ / 2 ″ - 3 ″ \ / dn15 - dn80 |
| Cote de pression | Classe 150, 300, 600, 1500 |
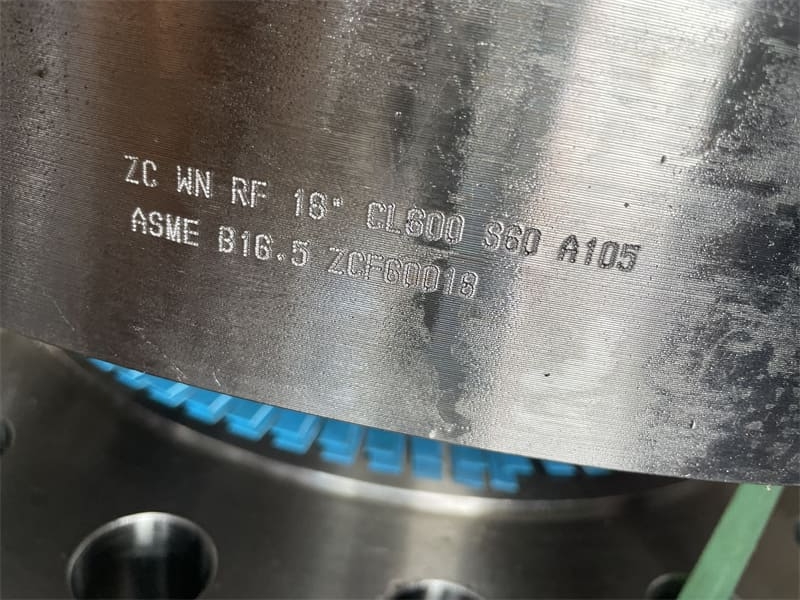
| Standard | ANSI \ / ASME B16.5 |
| Carbone | ASTM A105 \ / A105N |
| Acier au carbone à basse température | ASTM A350 LF2 \ / LF3 |
| Pipeline | ASTM A694 F42 \ / 46 \ / 56 \ / 60 \ / 65 |
| Acier en alliage | ASTM A182 F11 \ / 12 \ / 12 \ / 5 \ / 9 \ / 91 \ / 92 |
| Acier inoxydable | ASTM A182 F304 \ / 304L \ / 304H, 316 \ / 316L, 310S, 317, 347, 904L |
| Acier inoxydable duplex | ASTM A182 F51, F53, F44 |
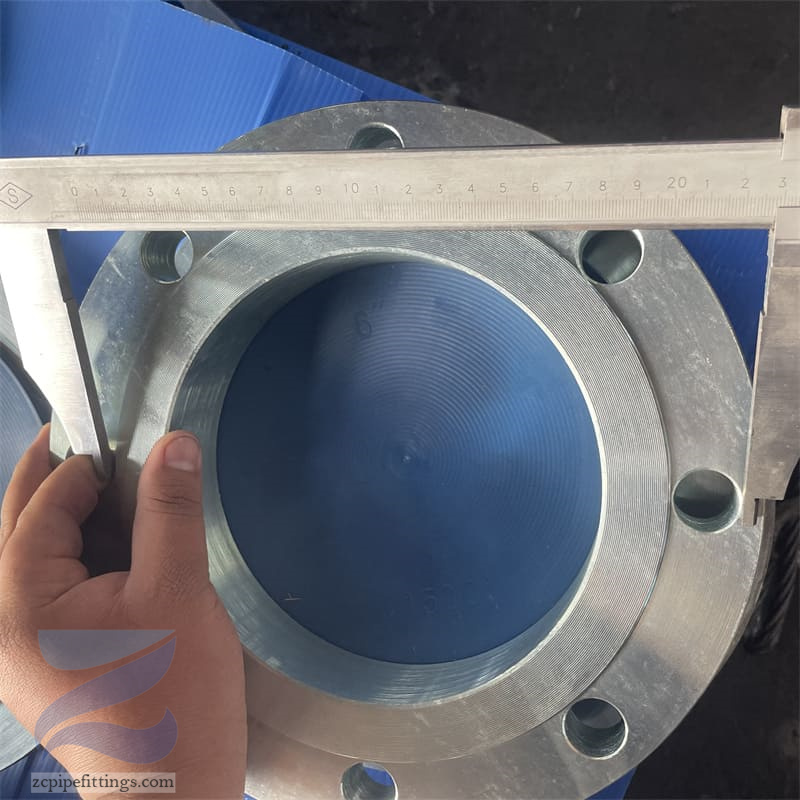
Dimension de la bride de soudure à douille
300 # bride de soudure à douille
| Nominal Taille de tuyau | UN | B | C | D | E | K | F | G | H | je | J | Poids | |
| MM | MM | MM | MM | MM | MM | MM | MM | MM | Trous | MM | MM | kg \ / morceau | |
| 1/2 | 21.30 | 95.20 | 15.70 | 14.20 | 22.30 | 22.40 | 9.60 | 38.10 | 35.10 | 4 | 15.70 | 66.55 | 0.66 |
| 3/4 | 26.70 | 117.3 | 20.80 | 15.70 | 25.40 | 27.70 | 11.10 | 47.70 | 42.90 | 4 | 19.10 | 82.50 | 1.15 |
| 1 | 33.40 | 123.9 | 26.70 | 17.50 | 26.90 | 34.50 | 12.70 | 53.80 | 50.80 | 4 | 19.10 | 88.90 | 1.40 |
| 11/4 | 42.20 | 133.3 | 35.10 | 19.00 | 26.90 | 43.20 | 14.20 | 63.50 | 63.50 | 4 | 19.10 | 98.60 | 1.75 |
| 11/2 | 48.30 | 155.4 | 40.90 | 20.60 | 30.20 | 49.50 | 15.70 | 69.85 | 73.15 | 4 | 22.30 | 114.3 | 2.55 |
| 2 | 60.30 | 165.1 | 52.60 | 22.30 | 33.20 | 62.00 | 17.50 | 84.00 | 91.90 | 8 | 19.10 | 127.0 | 2.93 |
| 21/2 | 73.00 | 190.5 | 62.70 | 25.40 | 38.10 | 74.70 | 19.00 | 100.0 | 104.6 | 8 | 22.30 | 149.3 | 4.40 |
| 3 | 88.90 | 209.5 | 78.00 | 28.40 | 42.90 | 90.70 | 20.60 | 117.3 | 127.0 | 8 | 22.30 | 168. 1 | 5.92 |
Douille Soudage pour Relations
| Taille de correction, NPS | Diamètre minimum de socket, a, en | Profondeur minimale, B,dans. |
| 3/8 | 17.5 | 4.8 |
| 1/2 | 21.8 | 4.8 |
| 3/4 | 26.9 | 6.4 |
| 1 | 33.8 | 6.4 |
| 1 1/4 | 42.7 | 6.4 |
| 1 1/2 | 48.8 | 6.4 |
| 2 | 61.2 | 7.9 |
Processus de fabrication
Sélection de matières premières:Sélectionnez des barres en acier en alliage ou en acier inoxydable appropriées comme matières premières en fonction des exigences d'utilisation. Les matières premières doivent répondre à la composition chimique et aux propriétés mécaniques de la norme ASTM A182.
Processus de forge:Les matières premières sont transformées dans des blancs de bride par le processus de forge. Le forgeage peut améliorer la structure des métaux et améliorer la force et la ténacité de la bride. Pendant le processus de forgeage, il est nécessaire de contrôler le rapport de forgeage, la température de forgeage et d'autres paramètres pour assurer la qualité de la bride.
Usinage:Le blanc de bride forgé est usiné, notamment le tournage, le forage, l'ennui et d'autres processus pour atteindre la précision dimensionnelle et la rugosité de surface requises par la conception.
Traitement thermique:Selon les différents matériaux, la bride transformée est soumise à un traitement thermique approprié, tel que le traitement de la solution, le traitement de tempérament, etc., pour éliminer le stress interne, améliorer la structure et améliorer les performances complètes de la bride.
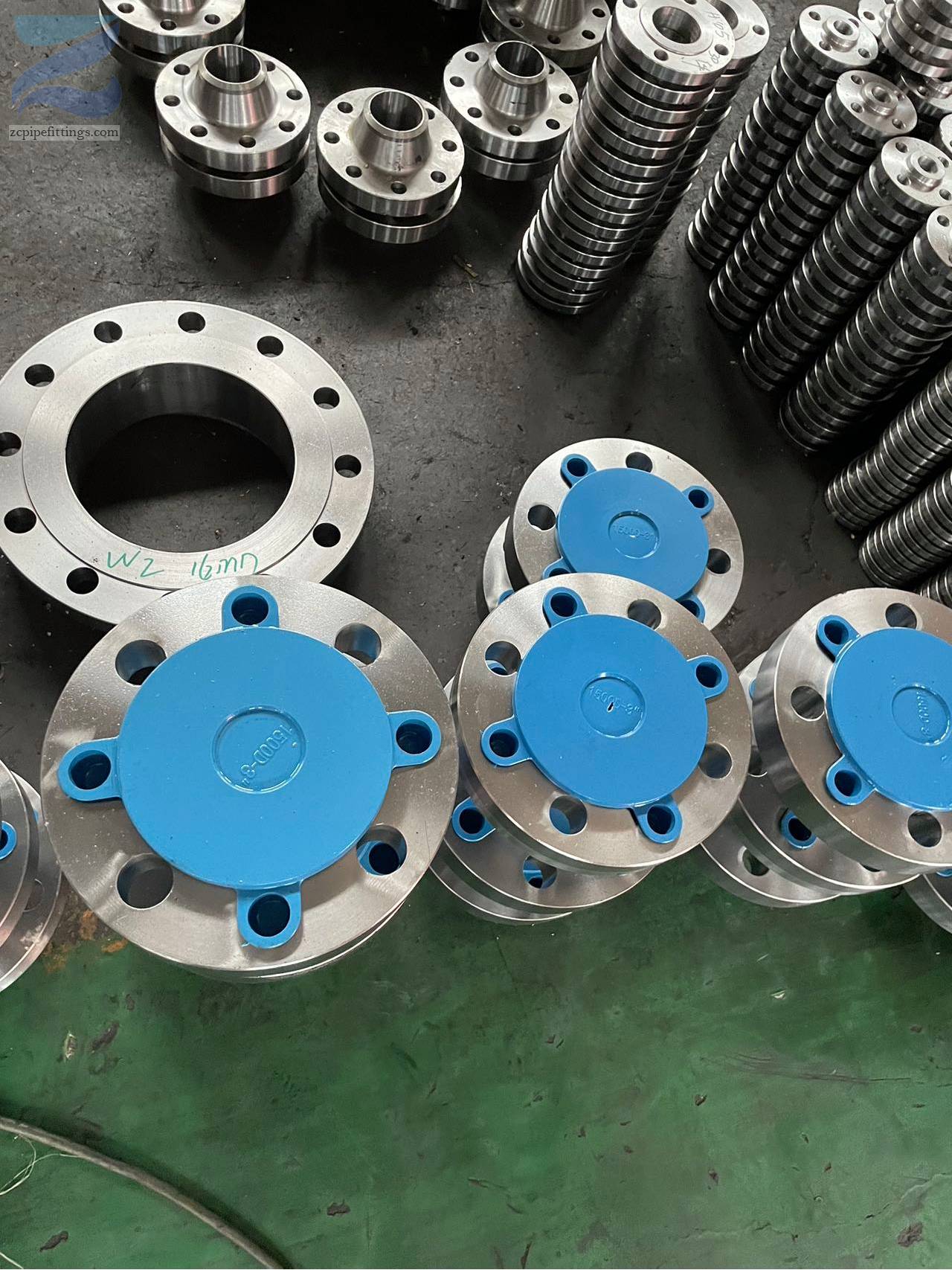
Traitement de surface:Afin d'améliorer la résistance à la corrosion et l'esthétique de la bride, il est généralement soumis à un traitement de surface, comme le décapage, la passivation, la galvanisation, etc.