
Anme B16.9 Buttweld Elbow Sch10-160 Amst \ / Jin \ / din \ / en Standards
Konzept des Buttwelding -Ellbogens
Der BW -Ellbogen ist eine Art von Stahlrohrbeschlägen, mit denen die Richtung der Rohrleitung geändert wurde. Es kann in einen langen Radius (LR) und einen kurzen Radius (SR) unterteilt werden. Andere häufig verwendete Ellbogen in der Flüssigkeitspipeline -Konstruktion umfassen 45 ° \ / 90 ° \ / 180 ° Ellbogen. Unser Unternehmen kann auch andere nicht standardmäßige Ellbogen entsprechend den Anforderungen des Projekts anpassen. Wir bieten Kohlenstoffstahl, Edelstahl und Aluminiumelbogen für die Überseeprojekte an.
Spezifikationen
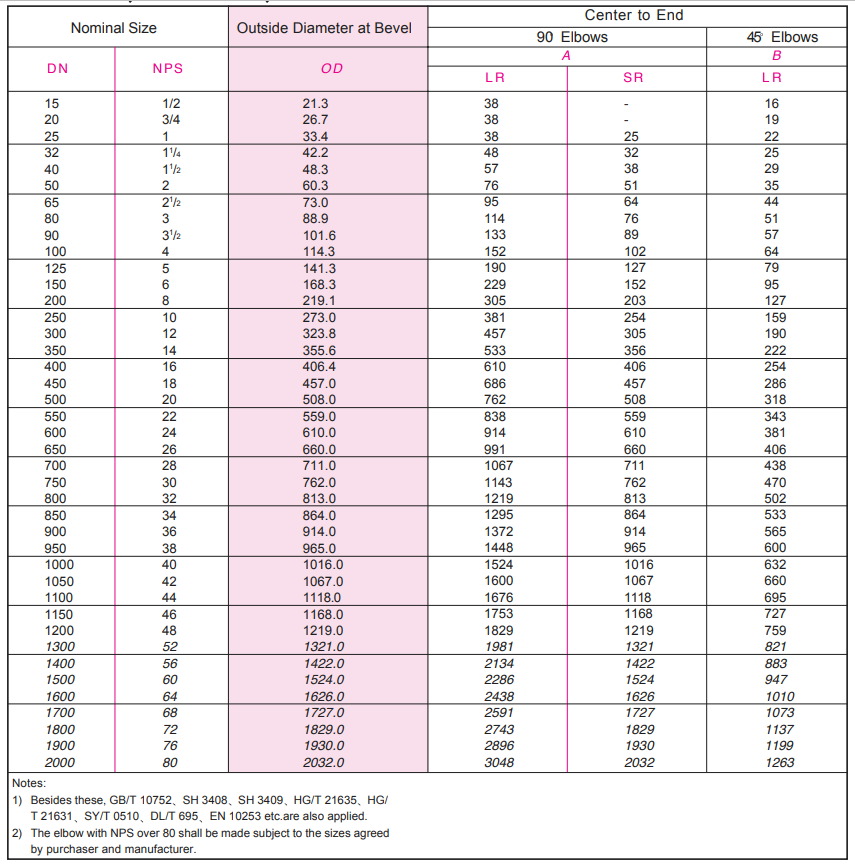
| Größenbereich | 1 \ / 2 ″ - 80 ″ \ / DN15 - 2000 |
| Zeitplan der Dicke | Sch 10 - Sch 160, xxs |
| Biegeradius | Langer Radius (LR) und kurzer Radius (SR) |
| China Standard | GB \ / T12459, GB \ / T13401, HG \ / T21635 \ / 21631, SH3408 \ / 3409 |
| Amerika Standard | Ansi \ / Asme B16.9 \ / MSS SP 43 |
| Japan Standard | JIS B2311 \ / 2312 \ / 2313 |
| Europa Standard | EN10253 |
| Kohlenstoffstahl | Q235, 20#, 35#, 45#, 20g, ASTM A234 WPB \ / WPC |
| Kohlenstoffstahl niedriger Temperatur | Q345B, 16 Mio., ASTM A420 WPL6 |
| Pipeline Stahl | ASTM A860 WPHY 42 \ / 46 \ / 56 \ / 60 \ / 65 |
| Legierungsstahl | ASTM A234 WP11 \ / WP12 \ / WP 5 \ / WP9 \ / WP91 \ / WP92,15CRMOG, 12CR1MOVG, 12CR5MO, 1CR5MO, CR9MO, 10CRMO910, 12CRMO4-5MO |
| Edelstahl | ASTM A403 WP304 \ / 304L \ / 304H, 316 \ / 316L, 310S, 317,347,904L |
| Duplex Edelstahl | ASTM A815 S32205, S31803, 32750, 32760 |
BW Ellbogen Produktionsanforderungen
Die Verbindungsmethode der Teile des Ellbogens wird hauptsächlich durch das Schweißverfahren abgeschlossen. Um eine hohe Qualität zu gewährleisten, ist das Ende des Ellbogens abgeschrägt, ein bestimmter Hang reserviert und der Ellbogen hat eine Kante, die alle streng kontrolliert werden müssen. Die Neigung und die Kantengröße haben eine bestimmte numerische Flächengröße, und die Oberflächenherstellung des Ellbogens unterscheidet sich nicht viel von der Herstellung des Rohrs.
Die im Ellbogen enthaltenen Komponenten müssen an der Oberfläche wieder behandelt werden. Die oxidierten Innen- und Außenschichten des Ellbogens sind durch den Sprühprozess gleichmäßig mit Anti-Rust-Farbe beschichtet, was für den Produkttransport und den Export auf ausländische Märkte geeignet ist, wodurch der Verschleiß von Ellbogenprodukten reduziert wird, was ein sehr wichtiger Prozess ist.





























