ASME B16.9 Steel Pipe Cross Fittings
ASME B16.9 cross is a pipe fitting used to connect four pipes together, and the connection is achieved by welding. It plays a role in diversion or confluence in the pipeline system and is an important connector in the pipeline layout.
ASME B16.9 butt-weld cross is a pipe fitting used to connect four pipes together, and the connection is achieved by welding. It plays a role in diversion or confluence in the pipeline system and is an important connector in the pipeline layout.
A butt-weld cross usually has four interfaces, and the size and specifications of these interfaces are determined according to different pipeline requirements. The internal channel is designed reasonably to ensure that the fluid can flow smoothly in the cross and reduce pressure loss. For example, in some industrial pipeline systems, the interfaces of the butt-weld cross may be precisely processed according to the outer diameter of the pipeline, and the interfaces will be specially treated to facilitate welding operations.
Specification of ASME B16.9 Cross Pipe Fittings
| Shape Type | Equal and Reducing Cross Tee |
| Size Range | 1/2” – 80” / DN15 – 2000 |
| Thickness Schedule | SCH 10, SCH 40, SCH 80, SCH 160, XXS |
| Carbon Steel Material | ASTM A234 WPB/WPC, ASTM A420 WPL6, A860 WPHY 42 / 46 / 56 / 60 / 65 |
| Alloy Steel Material | ASTM A234 WP11 / WP12 / WP 5 / WP9 / WP91 / WP92,15CrMoG, 12Cr1MoVG, 12Cr5Mo, 1Cr5Mo, Cr9Mo, 10CrMo910, 12CrMo4-515CrMoG, 12Cr1MoVG, 12Cr5Mo, 1Cr5Mo, Cr9Mo, 10CrMo910, 12CrMo4-5 |
| Stainless Steel Material | ASTM A403 WP304/304L/304H, 316/316L, 310S, 317, 347, 904L, A815 S32205, S31803, 32750, 32760 |
ASME B16.9 Steel Pipe Cross Fittings Drawing & Dimensions
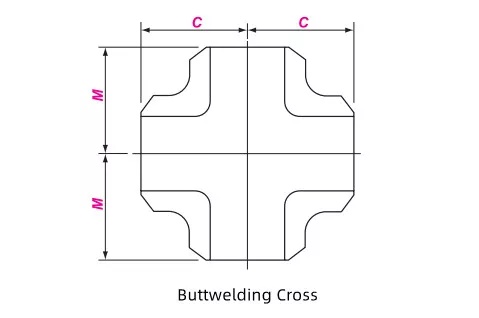
| Nominal Size | Outside Diameter at Bevel | Center to End | ||
| DN | NPS | OD1×OD2 | C | M |
| 15 | 1/2 | 21.3 | 25 | 25 |
| 20 | 3/4 | 26.7 | 29 | 29 |
| 25 | 1 | 33.4 | 38 | 38 |
| 32 | 11/4 | 42.2 | 48 | 48 |
| 40 | 11/2 | 48.3 | 57 | 57 |
| 50 | 2 | 60.3 | 64 | 64 |
| 65 | 21/2 | 73.0 | 76 | 76 |
| 80 | 3 | 88.9 | 86 | 86 |
| 90 | 31/2 | 101.6 | 95 | 95 |
| 100 | 4 | 114.3 | 105 | 105 |
| 125 | 5 | 141.3 | 124 | 124 |
| 150 | 6 | 168.3 | 143 | 143 |
| 200 | 8 | 219.1 | 178 | 178 |
| 250 | 10 | 273.0 | 216 | 216 |
| 300 | 12 | 323.8 | 254 | 254 |
| 350 | 14 | 355.6 | 279 | 279 |
| 400 | 16 | 406.4 | 305 | 305 |
| 450 | 18 | 547.0 | 343 | 343 |
| 500 | 20 | 508.0 | 381 | 381 |
| 550 | 22 | 559.0 | 419 | 419 |
| 600 | 24 | 610.0 | 432 | 432 |
| 650 | 26 | 660.0 | 495 | 495 |
| 700 | 28 | 711.0 | 521 | 521 |
| 750 | 30 | 762.0 | 559 | 559 |
| 800 | 32 | 813.0 | 597 | 597 |
| 850 | 34 | 864.0 | 635 | 635 |
| 900 | 36 | 914.0 | 673 | 673 |
| 950 | 38 | 965.0 | 711 | 711 |
| 1000 | 40 | 1016.0 | 749 | 749 |
| 1050 | 42 | 1067.0 | 762 | 711 |
| 1100 | 44 | 1118.0 | 813 | 762 |
| 1150 | 46 | 1168.0 | 851 | 800 |
| 1200 | 48 | 1219.0 | 889 | 838 |
| 1300 | 52 | 1321.0 | 965 | 914 |
| 1400 | 56 | 1422.0 | 1041 | 965 |
| 1500 | 60 | 1524.0 | 1118 | 1016 |
| 1600 | 64 | 1626.0 | 1194 | 1092 |
| 1700 | 68 | 1727.0 | 1270 | 1168 |
| 1800 | 72 | 1829.0 | 1320 | 1245 |
| 1900 | 76 | 1930.0 | 1422 | 1320 |
| 2000 | 80 | 2032.0 | 1499 | 1397 |
Application fields of butt-welded cross joints
Petrochemical industry
In the production process of petrochemical industry, butt-welded cross joints are widely used in the construction of various pipeline networks. For example, in the refining process of crude oil, from the crude oil delivery pipeline to the connecting pipelines between various distillation towers and reactors, butt-welded cross joints can connect different process pipelines to realize the transportation and distribution of crude oil, various fractions and chemical reagents.
Construction engineering field
Butt-welded cross joints are also used in the water supply and drainage system and heating system of buildings. In the water supply and drainage system, butt-welded cross joints can connect the main water supply pipe with the branch water pipes on different floors or in different areas to ensure the water demand of various parts in the building. In the heating system, it can distribute the hot water of the heating pipe to the radiator pipes in each room.
Power industry
In the steam-water pipe system of thermal power plants, butt-welded cross joints are indispensable pipe fittings. It is used to connect steam pipes, condensate pipes, etc. to ensure the smooth circulation of steam and water recycling in the power generation process.
Installation of butt-welded cross
Before installing the butt-welded cross, the welding part must be cleaned first to remove impurities such as oil and rust. At the same time, the appropriate welding materials and welding processes should be selected according to the materials of the pipe fittings and pipelines. For example, for stainless steel butt-welded crosses, matching stainless steel electrodes should be used, and processes suitable for stainless steel welding such as argon arc welding should be adopted to ensure the welding quality.
The matching accuracy of the butt-welded cross and the pipeline is very important. When matching, the flatness and concentricity of the interface should be ensured to avoid misalignment. If the matching is inaccurate, uneven welding stress may occur during the welding process, thereby affecting the welding quality, and even leakage and other problems may occur during the operation of the pipeline.
After welding, the welding part should be visually inspected to see if there are any welding defects, such as pores, slag inclusions, and incomplete penetration. At the same time, according to the project requirements, non-destructive testing, such as radiographic testing and ultrasonic testing, may also be required to ensure that the internal quality of the welding part meets the requirements.