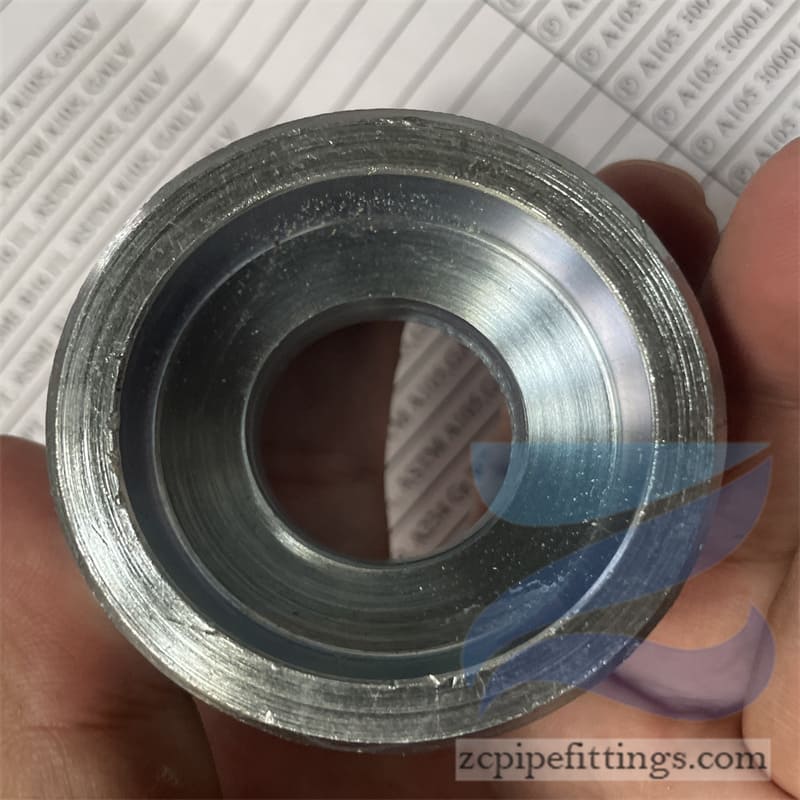
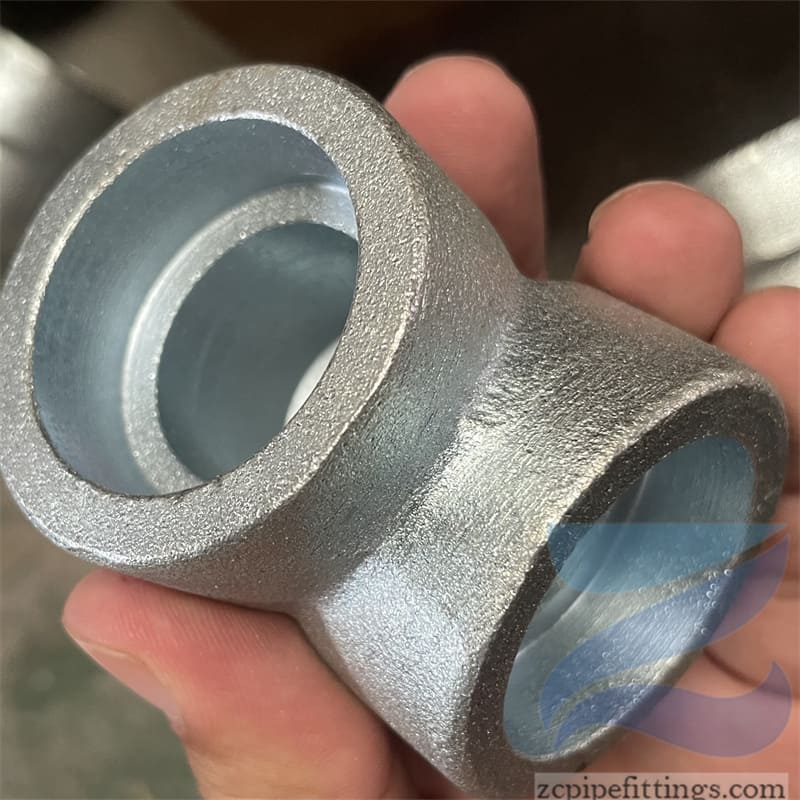
ASTM A182 socket weld elbow has a compact structure and is easy to install and connect. It has various sizes, including different diameters, wall thicknesses, and curvature radii to meet the needs of different piping systems.
The curvature radius is one of the important parameters of the socket weld elbow. According to the curvature radius of the elbow, it can be divided into long radius elbow and short radius elbow. The curvature radius of the long radius elbow is usually 1.5 times the outer diameter of the pipe, while the curvature radius of the short radius elbow is equal to the outer diameter of the pipe.
ASTM A182 is a standard developed by the American Society for Testing and Materials (ASTM) to regulate the production and quality requirements of forged pipe fittings. This standard covers a variety of grades of forged or rolled alloy steel and stainless steel pipe flanges, forged pipe fittings and valves. Socket weld elbows, as a type of pipe fitting, also follow the ASTM A182 standard.
Specification of Socket Weld Elbow
ASME B16.11 Socket Weld Elbow Dimensions